
高韌性粉末高速鋼(產地:德國)
 |
 |
 |
1.概略說明:
表格可左右滑動
| 材質 | 粒滴斑鐵(退火組織)高速鋼,由粉末冶金製成,製造過程經過H.I.P.(熱均壓法)。因而完全偏析,是非常好的鋼種。 | |||||
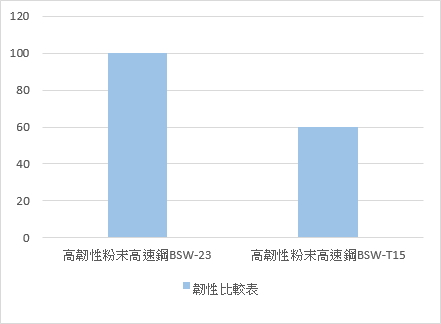
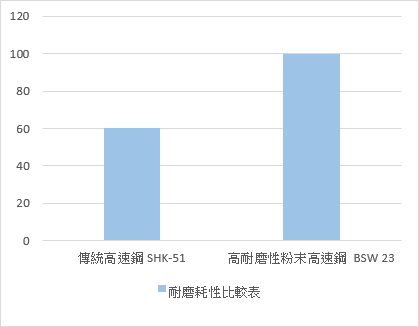
| 特性 | 耐磨耗,高韌性,經熱處理之變寸率少及穩定性佳,並具有良好的被切削性及被研磨性。 | |||||
| 使用效益 | 比較適於在冷間加工,諸如 : 下料工具,切削工具,金屬成型工具,機械工具,沖壓模具及精密下料等。 | |||||
| 基材狀況 | 軟性退火料供應, 最大的退火硬度260HB。 | |||||
| 成分分析 | 碳 | 鉻 | 鉬 | 鎢 | 釩 | 鐵 |
| 1.27 | 4.2 | 5.0 | 6.4 | 3.1 | 剩餘部份 | |
| 物理性質 | 溫度 | 20°C | 400°C | 600°C | ||
| 比重(g/cm3) | 8.05 | 7.95 | 7.88 | |||
| 彈性係數(GPa) | 230 | 205 | 185 | |||
| 熱膨脹(K-1) | - | 11.7 x 10-5 | 11.9 x 10-6 | |||
| 熱傳導率(W/mK) | 24 | 28 | 27 | |||
| 熱容量(J/KgK) | 420 | 510 | 600 | |||
 |
 |
2.熱處理:
表格可左右滑動
| 熱成型條件 | 熱成型溫度為900°C~1125°C, 須在中性氣體爐中緩慢持續的加熱。 | ||||||
| 軟性退火條件 | 球化處理溫度870°C~900°C, 持續時間為4小時, 而後緩慢冷卻到700°C (10-15 K/hr.), 再放置空氣中空冷, 退火後的硬度260HB (以上條件僅適合鹽浴爐之階段退火, 因為鹽浴退火實施中, 退火材有鹽液包裏所以不會產生脫碳, 但中性氣體爐在加熱, 持熱階段有氣體保護是不會脫碳, 但在700°C之高溫空冷, 氧化所牽動之脫碳現象將立即產生。本公司建議中性氣體爐之退火, 應降溫至300°C以下再空冷較宜。 | ||||||
| 應力消除條件 | 應力消除溫度600°C~700°C, 持溫2小時, 在爐內緩慢冷卻至500°C以下, 然後放置空氣中空冷。(最好緩慢冷卻至300°C以下, 再空冷, 以免產生脫碳現象。) | ||||||
| 預熱及焠火條件 | 預熱參照DIN17350 (450°C/500°C+850°C/900°C), 焠火溫度1050°C~1180°C (應用較低的溫度有特別的韌性, 較高溫度的焠火, 硬度與耐磨性較好), 在加熱到達溫度後, 持續持間在15-30分鐘。 | ||||||
| 回火條件 | 焠火完成後在到達手可以觸摸的溫度之前須立即回火(第一次回火), 第二次及第三次回火需達室溫再回火, 保有回火溫度之持溫時間最好2小時, 回火4次。 | ||||||
| 焠火及回火溫度對硬度之影響關係表 | 回火溫度 焠火溫度 |
回火溫度對硬度之影響(HRC+/-1) | |||||
| 500°C | 520°C | 540°C | 560°C | 580°C | 600°C | ||
| 1050°C | 61.5 | 62.0 | 61.5 | 60.0 | 58.0 | 56.5 | |
| 1100°C | 63.0 | 63.5 | 63.0 | 62.0 | 60.0 | 58.5 | |
| 1150°C | 64.0 | 65.0 | 65.0 | 64.0 | 63.0 | 60.5 | |
| 1180°C | 64.5 | 65.5 | 66.0 | 65.0 | 64.0 | 62.0 | |
 |
 |
3.熱處理條件及硬度說明:
A. 材料質地 : BSW 23 (鹽浴爐熱處理條件)
B. 熱處理後硬度 : HRC 64 ± 1
C. 熱處理條件 :
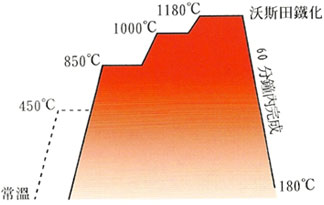
- 1. 預熱 : 650 °C x 1.5小時 ,850 °C x 1.5小時 ,1030 °C x 1 小時
- 2. 沃斯田鐵化 : 1160 °C x 10分
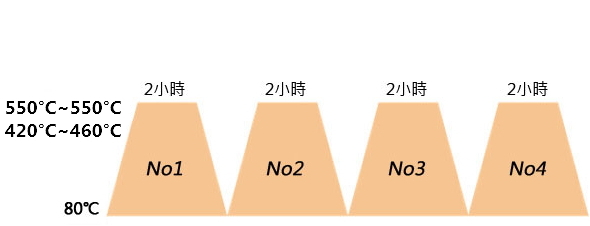
- 3. 回火 : 550 °C x 3小時 x 3次 ,480 °C x 4小時 x 1次
- 4. 深冷處理 : -100 °C x 10小時 x 1次
- 5. 回火 : 180 °C x 3小時 x 1次
成分檢驗:
表格可左右滑動
| C | Si | Mn | Cr | Mo | W | V | Co | S | P | Ni |
| 1.30 | 0.64 | 0.28 | 3.83 | 4.87 | 6.12 | 2.91 | 0.45 | 0.013 | 0.023 | 0.21 |
原產地 : BARWORTH LOCKTON LTD. (U.K.)
4.針對沖壓模具使用建議:
一、 具有高韌性,適用於異形有銳角的沖磨。
二、 適用於慢沖壓速度兼重切削及重沖壓。
三、 適用於沖壓較厚的零件。
四、 適用於沖壓中之折彎磨。
五、 硬度建議
A. 假使你的模具之上下模滑配公差>或5%時, 模具硬度另行增減考量 ;
B. 假使你的模具之上下模滑配公差以5%計算, 我們建議參考如下表格 :
| 被沖壓材料厚度(m/m) | 硬度(HRC) |
| 0.3~1.8 | 64~64.5 |
| 0.8~1.8 | 63~64.5 |
| 1.8~2.5 | 62~63.5 |
| 2.5~3.5 | 60~62 |
| 3.5~5.0 | 58~60 |
六、 被沖材範圍 : 青銅、鈹銅、黃銅、磷銅、SK-5、SK-7、矽鋼片不鏽鋼 (包含304、301、420、430)等。
5.研磨:
不當的研磨將會使工件嚴重受傷 , 注意以下幾項
一、研磨砂輪的選擇 : 要選擇切削力較好的砂輪 , 如:CBN砂輪;
二、 防止研磨過熱 : 要防止研磨時局部溫度大於回火溫度, 最好用濕磨;
三、 防止研磨時產生殘留應力 : 每次的進力刀不可太大 , 正常進刀量每次不超過0.03m/m。
6.線切割:
工件經過線切割會產生”放電白層” , 應完全去除方可增加壽命;
一、線切割加工後應再精修, 且精修次數越多越好, 尤其是厚材料;
二、 線切割時盡量放慢速度, 並降低電流;
三、 精修後工件必須經過拋光, 以徹底消除放電白層。
7.表面處理:
| 氮化法 | BSW 23做氮化處理是非常適合的,可使其有更好的抗磨耗性與更好的抗黏著性。(防止黏附被加工材料之細屑) |
| 被覆法 | BSW 23經過焠火及高溫回火處理後其組織是相當微細化的, 所以對PVD與CVD被覆是相當的適宜。 |
8.加工要件:
表格可左右滑動
| 車床加工 | 粗加工 | 修整 | 精修 | ||
| 線切割深度(mm) | mind.10 | 2-10 | max.2 | ||
| 進刀量(mm/U) | Mind.1.0 | 0.3-1.0 | 0.08-0.3 | ||
| ISO-切削級數 | P 30 - P 40 | P 20 – P 30 | P 10 | ||
| 切斷速度(m/min.) | 20-40 | 30-60 | 50-80 | ||
| 銑床加工 | 粗加工 | 成型銑 | |||
| 線切割深度(mm) | Mind.2 | 0.08-0.2 | |||
| 進刀量(mm/U) | Mind.0.2 | 0.08-0.2 | |||
| 超硬合金切削工具 | |||||
| 粗加工 | 成型銑 | ||||
| ISO-切削級數 | P 30 - P 40 | P 10 – P 20 | |||
| 切斷速度(m/min.) | 20-40 | 30-60 | |||
| 高速鋼切削工具 | |||||
| 粗加工 | 成型銑 | ||||
| 切斷速度(m/min.) | 11-15 | 15-30 | |||
| 研磨工具 | 本鋼材為一種為組織及均質化的鋼種, 所以沒有偏析, 以及含有極細的釩金屬顆粒, BSW-T15顯現出一種極優良的被研磨狀態, 比傳統性的高速鋼更有無與倫比的優越性。本鋼種有極佳的被研磨及切削性, 可以減低研磨砂輪的消耗及避免產生研磨龜裂。 | ||||